 лучшие Инженеры
лучшие Инженеры топ Закачек
топ Закачек топ Просмотров
топ Просмотров топ За месяц
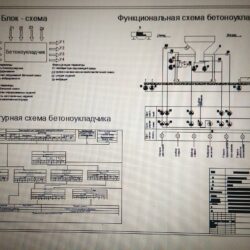
топ За месяцСхема автоматизации бетоноукладчика

Функциональная схема, электрическая схема управления, диаграммы замыкания контактов, спецификация.
Составная часть дипломного проекта НГАСУ (Сибстрин), раздел автоматизация производственного процесса.
Завод по производству железобетонных элементов для сельского строительства г Бердск
Схема автоматизации бетоноукладчика
Пояснительная записка:
1.1 Описание функциональной схемы.
Технологический процесс формования преднапряженных плит покрытия типа 2ПГ с помощью бетоноукладчика с заглаживающим валиком заключается в следующем:
1. бетоноукладчик, находясь под бетоновозной эстакадой, загружается от расходного бункера СМЖ – 2А бетонной смесью;
2. далее груженый бетоноукладчик начинает движение к формовочному посту с первой транспортной скоростью, которая составляет 0,10 м/с; при этом шиберный затвор расходного бункера бетоноукладчика закрыт, вибратор выключен, рама заглаживающего валика в транспортном положении и привод валика выключен; расстояние от поста загрузки расходного бункера бетонной смесью до начала формовочного поста составляет 14 м;
3. достигнув начала формовочного поста, бетоноукладчик останавливается и переключается в режим формования (включается вторая скорость – формовочная 0,07 м/с;
4. режим формования изделий осуществляется в два этапа:
а. укладка бетонной смеси в форму за два прохода бетоноукладчика над формой (первый проход – от к концу начала формовочного поста, второй – наоборот);
б. заглаживание поверхности заформованного изделия заглаживающим валиком за два прохода бетоноукладчика над формой; проходы бетоноукладчика при заглаживании аналогичны предыдущему пункту;
5. по окончании процесса формования бетоноукладчик возвращается к началу поста формования и переключается в транспортный режим, при этом включается вторая транспортная скорость 0,19м/с, и с этой скоростью возвращается к посту загрузки бетонной смесью; цикл заканчивается.
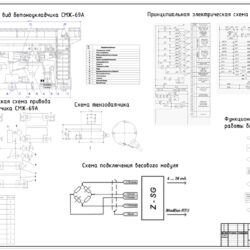
Положение бетоноукладчика на формовочной линии контролируются контактами конечных выключателей:
1.SQ1 – крайне левое положение;
2 SQ2 – на посту загрузки;
3. SQ3 – у начала формовочного поста;
4. SQ4 – крайне правое положение.
Положение шиберного затвора расходного бункера бетоноукладчика и работу привода вибратора контролируют контакты конечных выключателей SQ5 и SQ6.
Положение рамы заглаживающего валика и работу его привода контролируют контакты конечных выключателей SQ7 и SQ8.
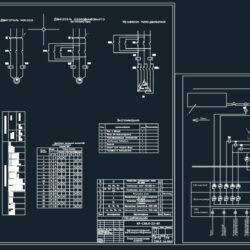
1.2 Описание электрической схемы.
1.2.1 Ручное управление.
Для того, чтобы начать технологический процесс формования плит покрытия, необходимо универсальный переключатель SA I включить в положение «Ручное управление». В этом случае замыкаются контакты 7-8, 13-14, 19-20, 27-28.
При положении бетоноукладчика на посту загрузки бетонной смесью, контакты конечных выключателей SQ1 и SQ2 замкнуты.
Чтобы начать движение от поста загрузки к посту формования необходимо нажать на кнопку SB3 и выбрать режим движения «ВПЕРЕД», при этом ток, проходя через катушку магнитного пускателя КМ1, приводит к срабатыванию его контактов: КМ1.1 – создает шунт кнопки SB3, КМ1.2 – блокировка цепи режима движения «НАЗАД», КМ1.3 замыкает цепь привода бетоноукладчика с 1-й транспортной скоростью. Далее, нажав на кнопку SB7, замыкаем цепь привода бетоноукладчика и он начинает движение к формовочному посту с 1-й транспортной скоростью.
Бетоноукладчик, доехав до начала поста формования, размыкает контакт SQ2, обесточивается катушка К2, что приводит к размыканию цепи привода, и бетоноукладчик останавливается.
Одновременно с размыканием контакта SQ2, замыкается контакт конечного выключателя SQ3. Ток, проходя через катушку К3, замыкает её контакт К5.3 в цепи привода портала бетоноукладчика при скоростном режиме «формование», давая возможность нажатием кнопки SB6 начать движение бетоноукладчика над формой со скоростью 0,07 м/с.
Процесс укладки бетонной смеси начинается с нажатия кнопки SB6, что приводит к намагничиванию катушки магнитного пускателя КМ4 и срабатыванию его контактов:
- КМ4.1 – шунт кнопки SB6;
- КМ4.2 – блокировочный контакт в цепи привода бетоноукладчика при 1-й транспортной скорости;
- КМ4.3 – блокировочный контакт в цепи привода бетоноукладчика при 2-й транспортной скорости;
Для разгрузки расходного бункера бетоноукладчика необходимо открыть шибер путем нажатия кнопки SB10. При этом ток проходит через катушку магнитного пускателя КМ6: контакт КМ6.1 создает шунт кнопки SB10, а контакт КМ6.2 – блокирует катушку КМ7. Шибер будет открываться до тех пор, пока не разомкнется контакт конечного выключателя SQ6.1. Одновременно с этим замыкается контакт SQ6.2 в цепи управления вибратором, и замыкается контакт конечного выключателя SQ5.
Включить в работу вибратор можно нажатием кнопки SB12. Тогда ток пройдет через катушку магнитного пускателя КМ8, при этом контакт КМ8.1 обеспечит шунтирующую цепь кнопки SВ12. Выключить вибратор можно нажатием кнопки SВ11.
Закрыть шибер можно нажатием кнопки SВ9. При этом ток проходит через катушку магнитного пускателя КМ7: КМ7.1 – шунт SВ9, КМ7.2 – блокировочный контакт катушки КМ6. Шибер будет закрываться до тех пор пока SQ5 не разомкнется.
Дойдя до конца формовочного поста бетоноукладчик останавливается, так как контакт конечного выключателя SQ1 размыкается.
Затем нажатием кнопки SВ2, выбирается режим движения «назад». Тогда ток походя через катушку магнитного пускателя КМ2 намагничивает её контакты:
- КМ2.1 – шунтирующая цепь кнопки SВ2;
- КМ2.2 – блокировочный контакт КМ1;
- КМ2.3 – в цепи привода бетоноукладчика.
Снова нажатием кнопки SВ6 приводим бетоноукладчик в движение с формовочной скоростью. И бетоноукладчик движется к началу формовочного поста. При этом совершается 2-ход укладки бетона. Управление шибера и вибратора в этом случае аналогично управлению ими при первом проходе бетоноукладчика над формой.
Дойдя до начала формовочного поста, бетоноукладчик останавливается.
Далее, если это необходимо, можно осуществить заглаживание поверхности изделия с помощью заглаживающего валика за два прохода над формой. Управление движением бетоноукладчика в этом случае такое же как и при укладке бетонной смеси. При этом в конце процесса заглаживания бетоноукладчик должен находится в начале формовочного поста.
Управление заглаживающим устройством заключается в следующем. Сначала надо перевести раму валика из транспортного положения в рабочее нажатием кнопки SВ15. При этом контакт конечного выключателя SQ8.1 замкнут, ток проходя через катушку КМ9, намагничивает контакт КМ9.1 и создает шунтирующую цепь кнопки SВ15, и КМ9.2 – блокировочный контакт катушки КМ10. Рама будет опускаться до тех пор, пока SQ8.1 не разомкнется, т.е. она не примет рабочего положения. Одновременно с этим замыкается контакт SQ8.2 в цепи управления валиком. И нажатие кнопки SВ17 включает привод валика. При этом, ток проходя через катушку КМ11, намагничивает контакт КМ11.1 – шунт кнопки S17. Выключение привода заглаживающего устройства осуществляется нажатие кнопки SВ16.
По окончании формовочных процессов, для возвращения бетоноукладчика к посту загрузки необходимо, чтобы был включен режим движения «назад». И для начала движения к посту загрузки необходимо нажать кнопку SВ5, т.е. замкнуть цепь привода бетоноукладчика при скоростном режиме «2-я транспортная скорость». Бетоноукладчик будет двигаться да тех пор, пока не сработает контакт конечного выключателя SQ4.
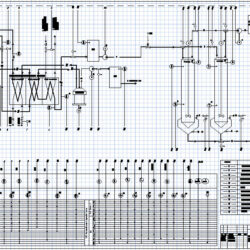
1.2.2 Автоматическое управление.
Для перехода к автоматическому режиму управления необходимо переключатель SA I включить в положение «автоматическое управление».
В этом случае замыкаются контакты 1-2, 3-4, 5-6, 9-10, 11-12, 15-16, 21-22, 23-24, 25-26, 29-30, 31-32.
Цикл формования при автоматическом режиме управления начинается с нажатия кнопки SВ19. При нажатии на эту кнопку замыкается цепь с управляющей катушкой К1, тогда срабатывают её контакты:
- К1.1 – шунт кнопки SВ19;
- К1.2 – контакт в цепи реле времени КТ1;
- К1.3 – контакт в цепи реле времени КТ2;
Одновременно с нажатием кнопки SВ19 замыкается цепь управления технологическим процессом. Ток проходит через катушку К8, что в свою очередь включает в работу реле времени КТ4, отсчитывающее общее время цикла.
Когда бетоноукладчик находится под бетоновозной эстакадой контакт конечного выключателя SQ2 замкнут при этом под напряжением находится катушка К2 и ее контакты:
- К2.1 – в цепи реле времени КТ1;
- К2.2 – в цепи привода портала бетоноукладчика при скоростном режиме «1-я транспортная скорость».
Сразу же после прохождения тока через КТ1, срабатывает его контакт КТ1.1 , включающий режим движения «вперед», и через 5 секунд срабатывает КТ1.2, бетоноукладчик начинает движение к формовочному посту.
Достигнув начала формовочного поста бетоноукладчик останавливается, так как размыкается контакт SQ2, и одновременно с этим срабатывает контакт КТ4.1, тем самым исключая катушку К2 из работы, и контакт КТ4.2 в цепи катушки К4.
Одновременно с этим размыканием контакта SQ2 замыкается контакт SQ3 (начинается процесс формования). Ток проходя через К4, намагничивает ее контакты: К4.1 в цепи реле времени КТ2, К4.2 в цепи привода бетоноукладчика, К4.3 в цепи привода вибратора, К4.4 в цепи катушки К5.
В момент прохождения тока через КТ2 срабатывает ее контакт КТ2.1 – включается режим движения «вперед», через 5 секунд срабатывает КТ2.2 – бетоноукладчик начинает движение над формой с формовочной скоростью; через 10 секунд – КТ2.3, что приводит к открытию шибера до срабатывания SQ6.1 и срабатывание SQ6.2 включает вибратор. На 166 секунде размыкается контакт КТ2.4 и замыкается КТ2.5 – шибер закрывается и вибратор выключается.
На 497-й секунде общего цикла бетоноукладчик достигает конца формовочного поста, срабатывает КТ4.3 в цепи катушки К6, что приводит к намагничиванию ее контактов: К6.1 в цепи привода бетоноукладчика; К6.1 в цепи реле времени КТ5; К6.2 в цепи реле времени КТ6; К6.3 в цепи привода бетоноукладчика; К6.4 в цепи К5, исключая её из работы.
Контакт К5.1 замыкает реле времени КТ3, К5.2 в цепи привода бетоноукладчика, К5.3 в цепи привода вибратора.
Сразу же после включения в работу КТ3 срабатывает КТ3.1 (включается режим движения «назад»), через 5 секунд – КТ3.2 бетоноукладчик начинает движение с формовочной скоростью к началу формовочного поста, через 10 секунд – КТ3.3 открывается шибер до срабатывания SQ6.1 и одновременно срабатывания SQ6.2 – включения вибратора. На 166-й секунде срабатывает КТ3.4 – размыкает цепь открытия шибера, и одновременно срабатывает КТ3.5 – шибер закрывается до срабатывания SQ7.2 и вибратор выключается (размыкается SQ6.2).
При прохождении тока через КТ5 замыкается контакт КТ5.1 – включается режим движения «вперед», через 5 секунд замыкается контакт КТ5.2 – включается привод бетоноукладчика с формовочной скоростью и он движется к концу формовочного поста.
При прохождении тока через КТ6 через 10 секунд замыкается КТ6.1 и рама валика опускается в рабочее положение до срабатывания контакта конечного выключателя SQ8.1 и валик включается в работу когда замыкается контакт SQ8.2. На 171-й секунде размыкается контакт КТ5.3 и срабатывает КТ5.4 – переключение режима направления движения и на 176-й секунде срабатывает КТ5.5, приводя в движение бетоноукладчик с формовочной скоростью. На 316-й секунде срабатывают контакты КТ6.2 и КТ6.3 при этом рама валика поднимается в транспортное положение, а цепь привода валика размыкается.
Достигнув начала формовочного поста, бетоноукладчик останавливается и на 849-й секунде срабатывает КТ4.4, тем самым замыкая цепь катушки К3.
Прохождение тока через К3 приводит к срабатыванию К3.1 в цепи реле времени КТ7:
- КТ7.1 – срабатывает сразу же после прохождения тока через КТ7 и выбирает режим движения «назад»;
- КТ7.2 – срабатывает через 5 секунд и замыкает цепь привода со скоростным режимом «2-я транспортная скорость».
- КТ7.3 – срабатывает в цепи управляющей катушки на 79-й секунде в момент прибытия к посту загрузки.
Цикл прекращается.
Состав: Спецификация, Функциональная, электрическая схема управления
Софт: AutoCad, DWG