 лучшие Инженеры
лучшие Инженеры топ Закачек
топ Закачек топ Просмотров
топ Просмотров топ За месяц
топ За месяцПатрон пневматический И25.35.00.00
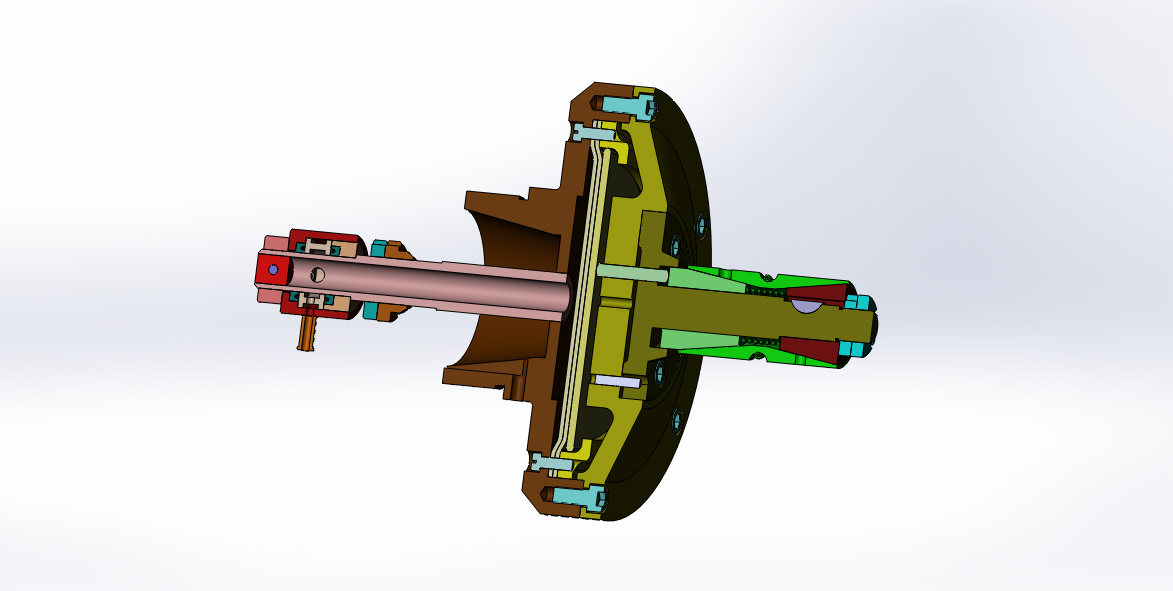
Пневматический патрон взят с "Атласа чертежей общих видов для деталирования в 4-х частях" Ю. Б. Иванова, 2007, (И25.35.00.00).
Данный патрон предназначен для закрепления детали при обработке на токарном станке. Патрон цанговый. Деталь закрепляют внутренней поверхностью Ø56 мм на разжимной цанге 18. Корпус 10 патрона закрепляют на коническом конце шпинделя станка.
Деталь устанавливают на цангу 18. Через трубку 8 подводят сжатый воздух под давлением 39*10^4 н/м^2 (4 кГ/см^2). Диафрагма 11 под давлением сжатого воздуха переместится вправо и передвинет диск 12. Усилие от диска 12 передастся на три штифта 16, которые, упираясь в распорный конус 17, переместят его вправо. Конусы 17 и 5 войдут в конические отверстия цанги 18, вследствие чего и увеличится ее наружный диаметр, так как цанга имеет по три прорези с каждой стороны, позволяющие ей деформироваться. Деталь закреплена
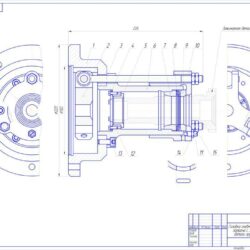
Для освобождения обработанной детали воздух, находящийся внутри корпуса, выпускают в атмосферу. Пружина 20 разожмется и переместит распорный конус 17, штифты 16, диск 12 с диафрагмой 11 влево. Пружина 19 сожмет цангу 18 и деталь снимают.
Стакан 4 — приемник для сжатого воздуха — во время работы не вращается. Трубка 1 и связанные с ней детали вращаются. Для создания уплотнения между стаканом 4 и трубкой 1 установлены резиновые V-образные манжеты 25, которые удерживаются в стакане 4 гайкой 7.
Состав: 3D сборка, модели деталей.
Софт: SolidWorks 2012