

 лучшие Инженеры
лучшие Инженеры топ Закачек
топ Закачек топ Просмотров
топ Просмотров топ За месяц
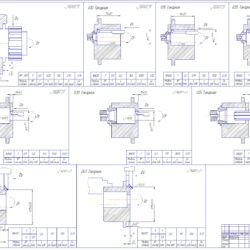
топ За месяцРазработка технологического процесса обработки детали "вал"
Международный Университет Природы, Общества и Человека «Дубна»
Филиал «Протвино»
Изготовление деталей машин основано на использовании различных технологических способов воздействия на обрабатываемую заготовку в целях придания ей заданной формы, размеров с определенной точностью и поверхностей с определенной шероховатостью. Одним из способов воздействия на заготовку является процесс резания, т.е. снятие слоя материала с помощью режущих инструментов на металлорежущих станках.
В процессе резания с обрабатываемой заготовки удаляется некоторая масса металла, специально оставленная на обработку и называемая припуском. В ряде случаев припуск снимается с обрабатываемой поверхности за несколько проходов. После удаления с обрабатываемой заготовки всего припуска она превращается в готовую деталь.
Металл, удаляемый с обрабатываемой заготовки, подвергается металлической и упругой деформации, приобретает характерную форму, т.е. превращается в стружку. При образовании стружки возникает ряд специфических явлений, а именно: деформация динамической системы станка (станок – приспособление – инструмент - деталь), выделение тепла в зоне резания, износ режущего инструмента и д.р. Таким образом, все способы и виды обработки металлов, основаны на удалении припуска и превращении его в стружку, определяются понятия резания металлов.
Процесс резания возможен при наличии главных (основных) движений: резания и подачи. При токарной обработке такими движениями являются: движение резания – вращение заготовки, закрепленной в шпинделе станка; движение подачи – перемещение режущего инструмента в продольном или поперечном направлении. При сверлении, зенкеровании, развертывании и нарезании резьбы, движение подачи – это осевое перемещение инструмента.
Для достижения заданной точности размера обрабатываемой поверхности детали, ее формы и шероховатости необходимо выбрать соответствующее приспособление.
Приспособление для металлообрабатывающего инструмента является звеном технологической системы станок - приспособление – инструмент - деталь и поэтому оказывает непосредственное влияние на точность обработки. В этом случае определяющими характеристиками приспособлений являются точность их изготовления и жесткость конструкции.
Точность изготовления приспособлений определяет погрешность расположения на станке режущего инструмента, что во многих случаях определяет погрешности формы и размеров обрабатываемых деталей.
Такие эксплуатационные характеристики приспособлений, как жесткость и виброустойчивость, оказывают большое влияние не только на точность, но и на параметры шероховатости обрабатываемых поверхностей и на стойкость режущего инструмента.
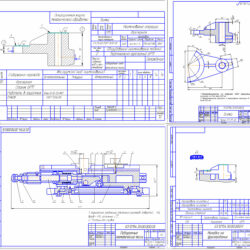
Для получения данной детали выбираем универсальный трехкулачковый патрон с ручным зажимом торцовым ключом, который применяется для установки и зажима по цилиндрической поверхности заготовок детали в единичном производстве.
Объем и содержание работы:
- графических работ – 1 лист формата А1, 4 листа формата А4
- расчетно-пояснительная записка 25-30 страниц формата А4.
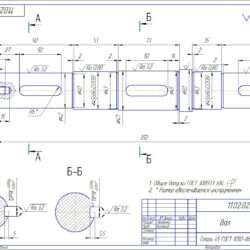
Деталь: вал эксцентриковый.
Приспособление: Универсальный трехкулачковый патрон с механизированным приводом.
Деталь: Вал эксцентриковый.
Материал детали – сталь 45.
Твёрдость по Бринеллю: НВ =195.
Поверхность: цилиндрическая.
Неуказанные предельные отклонения размеров ±IT14/2.
Шероховатость поверхностей: Rz = 20.
Производство – единичное.
Краткое содержание расчетно-пояснительной записки
Введение
1. Анализ детали
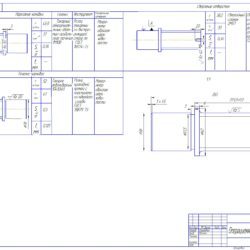
2. Разработка технологического процесса обработки детали
3. Расчет режимов и сил резания
4. Выбор метода обработки и режущего инструмента
Заключение
Список используемой литературы
Состав: технологический процесс,пояснительная записка , чертежи резцов
Софт: КОМПАС-3D 13




Можно содержание работы добавить?
добавили