

 лучшие Инженеры
лучшие Инженеры топ Закачек
топ Закачек топ Просмотров
топ Просмотров топ За месяц
топ За месяцТехнологический процесс изготовления детали «Ступенчатый вал»
Национальный технический университет Украины "Киевский политехнический институт"
Кафедра химического, полимерного и силикатного машиностроения
Технология машиностроения
Ступенчатый вал
2013
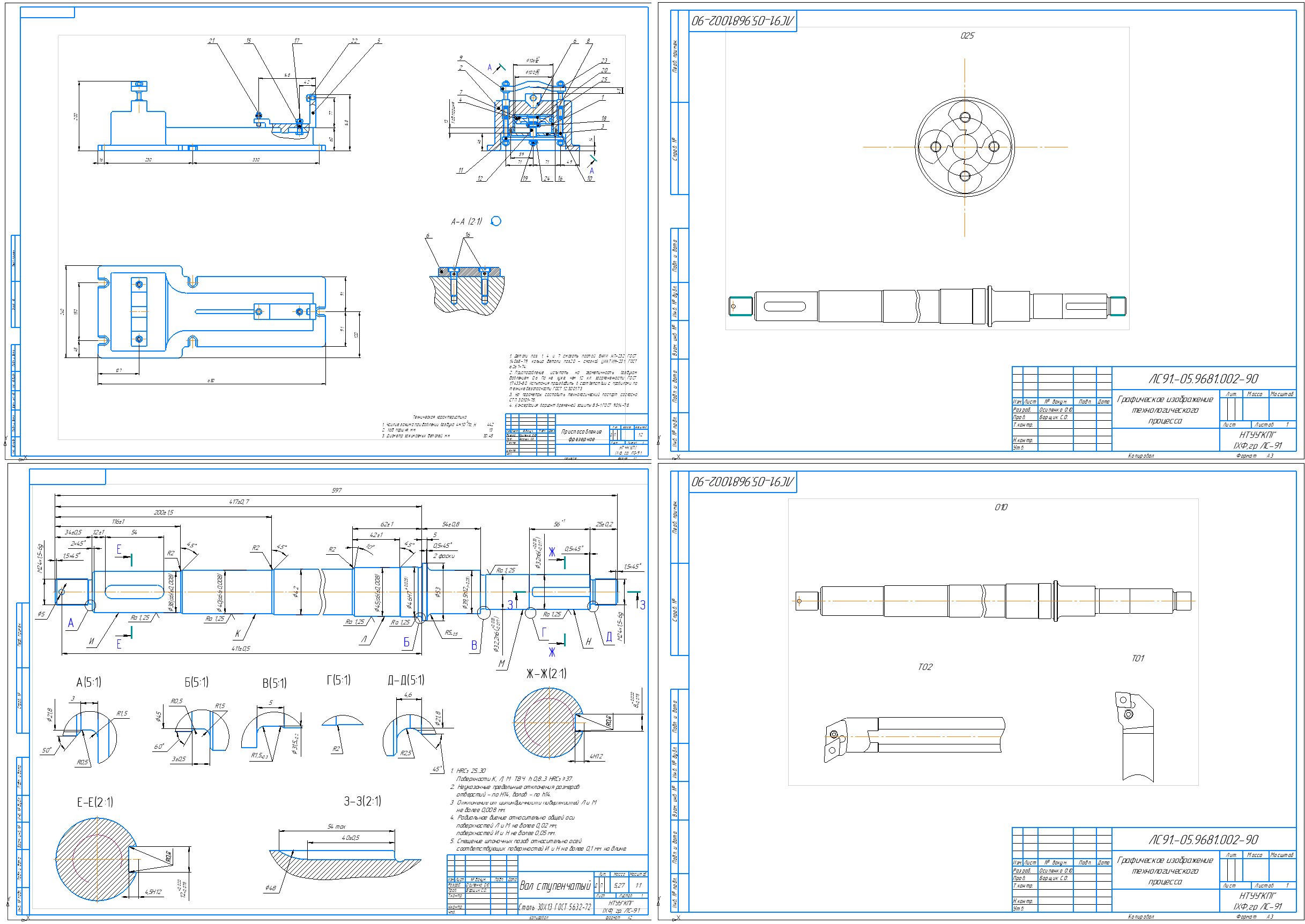
В курсовом проекте разработан технологический процесс изготовления детали «Ступенчатый вал». Цель курсового проекта - получить практические навыки решения задач, возникающих при разработке технологических процессов изготовления деталей и проектировании технологической оснастки. Во время выполнения работы решаются следующие задачи: - Разработка технологического процесса изготовления детали «Ступенчатый вал», что означает выбор метода изготовления заготовки, назначение последовательности выполнения операций, выбор оборудования и инструмента для каждой операции технологического процесса, расчет элементов режимов резания, сил резания. В курсовом проекте описаны порядок и все этапы разработки технологического процесса изготовления «Ступенчатый вал».
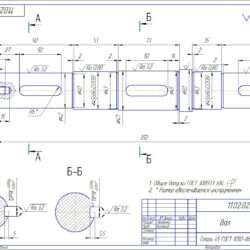
Деталь – ступенчатый вал. В качестве материала применяется сталь 30Х13 ГОСТ 5632-72. Метод формообразования – поковка. После окончательной обработки вал отправляется на сборку.
Вал имеет пять шеек, выполняемых по 6 квалитету точности с шероховатостью по параметру Ra 1,25 (38js6; 40js6; 45js6; 32,2n6; 32n6). На две из этих шеек устанавливаются зубчатые колёса по средствам шпоночного соединения. Крайние шейки вала имеют резьбу М24×1,5-6g для закрепления зубчатых колёс от осевого перемещения гайками.
Поверхности 40js6; 45js6 и 32,2n6 мм имеют повышенную твердость 37…43 HRCЭ., получаемую в результате термообработки. Для того, чтобы остальные поверхности не подвергались термообработке (25..30 HRCЭ), она производится в индукционной установке (ТВЧ).
Вал изготовляется из высоколегированной коррозионностойкой хромистой стали. Это обусловлено рабочей средой изделия.
Исходные данные:
Годовая программа выпуска изделий: N=10000 шт.
Количество деталей в изделии: m=1.
Режим работы предприятия: 2 смены в сутки.
Ориентировочный тип производства – среднесерийное.
Состав: ПЗ, Приспособление, Спецификация, Заготовка, Технологические операции, маршрутные карты
Софт: КОМПАС-3D 13




Чертежи в учебной версии Компас.
Маршрутные карты пустые вообще.
Никакой пользы от скачивания.
Без разницы какая лицензия КОМПАСА. У кого нет поддержки данного типа лицензии мы поможем пересохранить. Техкарты такие точно как на картинке предварительного просмотра.