 лучшие Инженеры
лучшие Инженеры топ Закачек
топ Закачек топ Просмотров
топ Просмотров топ За месяц
топ За месяцТехнология штамповки на ПВШМ
«Южно-Уральский государственный университет»
Факультет «Материаловедения и металлургических технологий»
Кафедра «Процессы и машины обработки материалов давлением»
КУРСОВАЯ РАБОТА
По дисциплине «Технология ковки и горячей объемной штамповки»
Челябинск 2017
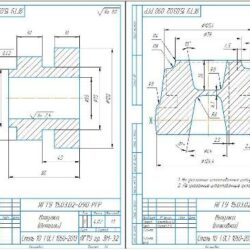
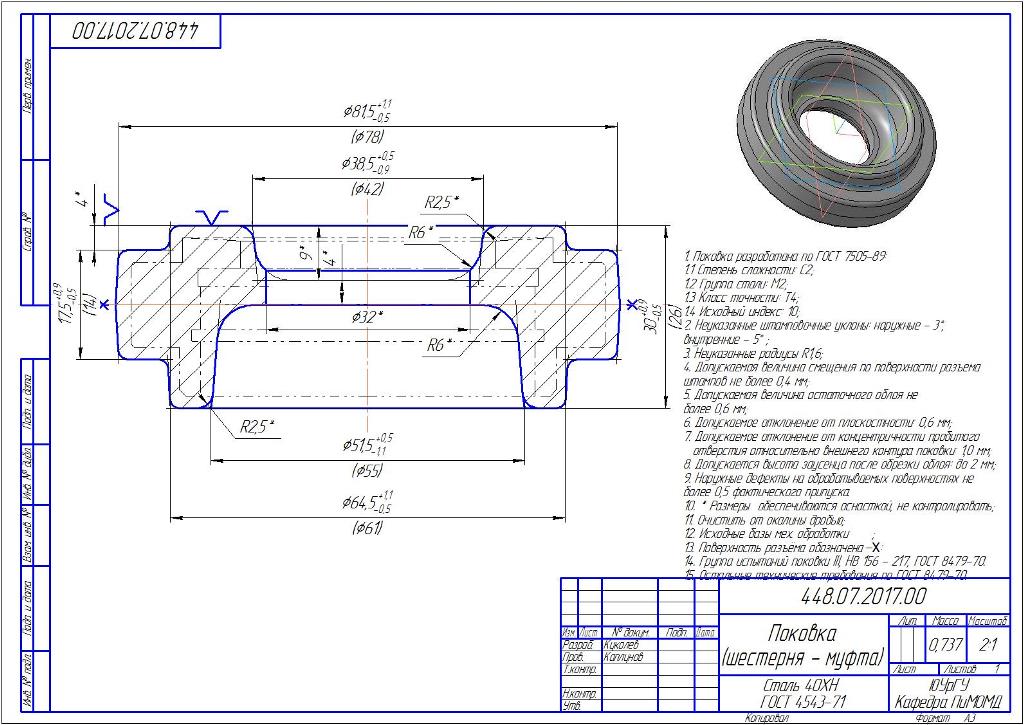
Деталь "шестерня-муфта" является представителем класса кольцеобразных деталей. Габаритные размеры: диаметр 78 мм, диаметр первого отверстия 55 мм, диаметр второго отверстия 42 мм. Соотношение высоты детали к максимальному диаметру 0,333. Масса детали: 0,37 кг. Материал конструкционная углеродистая сталь — Сталь 40ХН (ГОСТ 4543-71).
Разработка чертежа поковки и технологии на ПВШМ
Введение……………………………………………………………………...……6
1 Обоснование рационального способа горячей объемной штамповки……....7
1.1 Конструктивно-технологический анализ детали “шестерня-муфта”...….7
1.2 Характеристика материала детали……………………………………...….7
1.3 Выбор рационального способа штамповки поковки детали «шестерня-муфта»……………………………………………………………………………....11
1.3.1 Обоснование выбора штамповочного оборудования……...…...…..11
1.4 Предлагаемая технология штамповки…………….………………...……12
2 Конструирование поковки детали «шестерня-муфта»……….......…………13
2.1 Выбор поверхности разъема штампа…………………………………....13
2.2 Исходные данные для конструирования поковки………………….…..14
2.3 Конструирование поковки……………………………………………….14
2.4 Назначение припусков……………………………………………...……16
2.5 Размеры поковки и их допускаемые отклонения………………………17
2.6 Назначение напусков…………………………………………………….18
2.7 Определение массы поковки и перемычки………………………….….20
2.8 Оформление чертежа поковки………………………..…………………22
3 Разработка технологического процесса штамповки…………………….…..25
3.1 Определение размеров исходной заготовки……………………..….….25
3.2 Определение усилия отрезки заготовки………………….……….…….27
3.3 Определение коэффициента раскроя и нормы расхода металла …...…28
3.4 Выбор операций и переходов штамповки…………………………...….30
3.5 Температурный режим штамповки……………………………….…….30
3.6 Определение размеров осаженной заготовки………………………..…31
3.7 Определение усилий штамповки……………………………………..…33
3.8 Смазка полости штампа……………………………………………….....34
3.9 Определение усилия обрезки облоя и пробивки перемычки……….…35
3.10 Термическая обработка поковки……………………………………….39
3.11 Очистка поковок от окалины……………………………………….….39
3.12 Контроль штампованных поковок……………………………………..40
3.13 Технологическая карта процесса………………………………...…….41
Заключение………………………………………………………………..……..42
Библиографический список ……………………………………………….……43
Состав: Пояснительная записка, Маршрутно-технологическая карта, чертеж поковки 2D и 3D
Софт: КОМПАС-3D 15