

 лучшие Инженеры
лучшие Инженеры топ Закачек
топ Закачек топ Просмотров
топ Просмотров топ За месяц
топ За месяцПрессовая формовочная машина модели ПФ-5
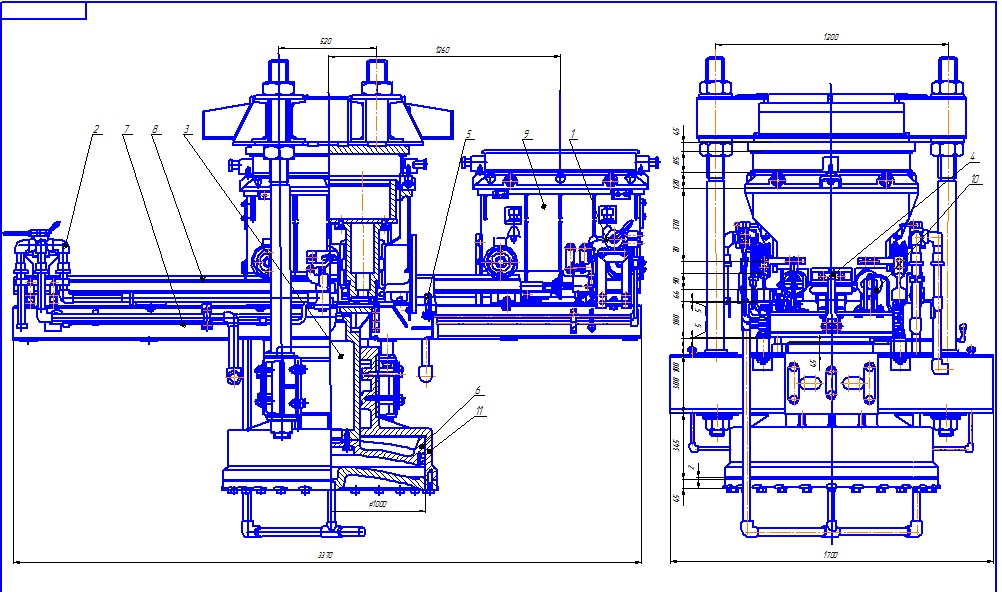
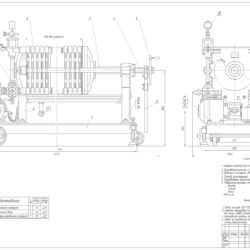
Взял из своей курсовой.Челночная прессовая формовочная машина модели ПФ-5 кон-струкции ВНИИСТО предназначена для изготовления полуформ сравнительно малой высоты.
Машина имеет один прессовый цилиндр и два пере¬движных стола, перемещаемых пневматическими цилиндрами. В то время, когда формовщик снимает готовую полуформу с правого стола, обдувает модель, устанавливает на него опоку и засыпает в опоку смесь, на левом столе, который в этот момент находится над прессовым механизмом, производится прессование второй полуформы.
Прессовый механизм машины представляет собой цилиндр, закрытый снизу крышкой. Внутри цилиндра распо¬ложен поршень, соединенный с прессующим стаканом.
Поршень уплотнен резиновыми саморазжимающимися кольцами. Цилиндр укреплен в раме, в которой установлены четыре ко¬лонны.
На колоннах закреплена траверса с прессовой колодкой. Траверса может переставляться по высоте верхними гайками в зави¬симости от высоты используемых опок. Обычно траверса устанавли¬вается на такой высоте, чтобы при подведении под нее стола зазор между опокой и прессовой колодкой был около 1 мм.
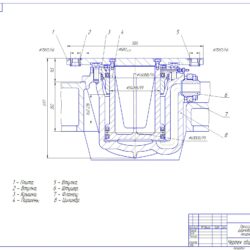
Стол машины представляет собой жесткий оребренный корпус, в направляющих втулках которого установлены два стакана. Стаканы прикреплены к жесткой прессовой плите, на которой сверху устанавливается модельная плита. Между опорными ребрами плиты размещены нагревательные элементы.
Сверху на корпусе плиты закреплена наполнительная рамка с центрирующими штырями.
Для изменения высоты слоя смеси, помещающегося между мо-дельной плитой и ладом опоки, а значит и для регулирования плот¬ности формы, служат упорные болты, на головки которых ложится плита. При подъеме головок болтов плита поднимается, «наполни¬тельный» слой смеси уменьшается, и плотность формы падает.
Ход прессовой плиты регулируется ограничительными гайками, навинчиваемыми на стаканы. Величина хода прессования уста¬навливается с таким расчетом, чтобы плоскость модельной плиты при прессовании не доходила до плоскости лада опоки на 0,2 – 0,3 мм во избежание образования заливов по разъему спаренных опок при заливке металла в форму.
Каждый стол имеет четыре катка, которые служат для пере¬мещения стола по призматическим рельсам с позиции установки опоки на позицию прессования. Стол передвигается с помощью пневмоцилиндра, шток которого присоединяется к траверсе, укрепленной с помощью двух щек к корпусу стола,
К стенке корпуса на кронштейне закреплен резиновый скребок, который при движении стола счищает смесь, попавшую на поверх¬ность стакана прессового цилиндра.
В центре боковой стенки корпуса скобой крепится палец. При движении стола на позицию прессования в конце хода палец нажимает на рычаг клапана, открывая этим доступ воздуха под пор¬шень прессового цилиндра.
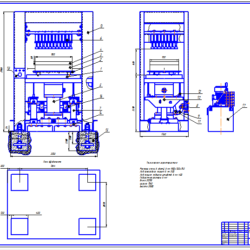
Работа цилиндров, перемещающих столы, сблокиро¬вана таким образом, что стол с позиции установки опоки может начать свое движение к позиции прессования только в том случае, если второй стол выведен с позиции прессования и остановился на своей позиции установки опоки. Обычно на одном столе машины установлена модельная плита для изготовления верхней, а на другом — нижней полуформ. В технической характеристике указана часовая производительность машины (опок в 1 ч)
Состав: Сборочный чертеж(СБ), Вид общий (ВО), Спецификация
Софт: Компас v12, CDW




нужен чертеж прессовой формовочной машины с верхним прессовкой
отлично, то что я искал, вы сэкономили мне время